Фотополимерная печать:
10 настроек слайсера для достижения
наилучших результатов
Для получения качественного результата фотополимерной печати необходимы точные настройки. Читайте нашу статью, чтобы узнать больше о лучших настройках слайсера для фотополимерной 3D-печати!
3D-печать на фотополимерных принтерах стала более доступной в связи со снижением цен. Новые модели принтеров выпускаются все чаще, и многие рассматривают возможность использования фотополимерного принтера для своих проектов.
Печать на основе смол обеспечивает лучшее качество поверхности, чем печать FDM, и отлично подходит для миниатюр и статуэток, где мельчайшие детали имеют большое значение. Но если вы хотите воспользоваться всеми преимуществами фотополимерной печати, вам необходимо знать правильные настройки слайсера для получения наилучших результатов.
В этой статье мы обсудим некоторые из наиболее важных настроек слайсера, которые вы должны знать. Хотя существуют и другие технологии печати на основе смолы, а также другие слайсеры и подходы, мы рассмотрим тему конкретно на LCD-технологии и настройках печати доступных в слайсере CHITUBOX. Однако, прежде чем перейти к настройкам, давайте рассмотрим, как печать на основе жидкокристаллических экранов отличается от других технологий фотополимерной печати.
СРАВНЕНИЕ ТЕХНОЛОГИЙ
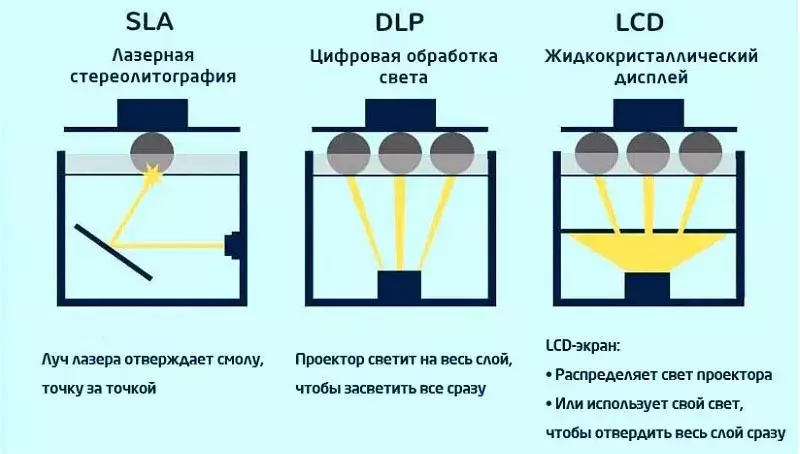
3D-печать на смоле выполняется путем воздействия на фотополимерный материал источника света для его отверждения. Кроме фотополимерных принтеров на основе жидкокристаллических дисплеев существуют два других основных типа: стереолитографические (SLA) и 3D-принтеры с цифровой обработкой света (DLP). Все три технологии различаются между собой способами засветки смолы.
SLA
SLA-печать использует лазер в качестве источника света для отверждения смолы, последовательно засвечивая каждый пиксель в слое. Это был первый изобретенный тип печати смолой, а также первый в истории способ 3D-печати. Данные принтеры обеспечивают исключительное качество и часто используются в высококачественных 3D-приложениях.
DLP
DLP-принтеры используют УФ-проектор вместо лазера в качестве источника света для отверждения смолы. Направленный через сложную систему зеркал, проектор одновременно засвечивает целый слой, что делает это быстрее, чем лазер SLA-принтера.
LCD
3D-принтеры на основе жидкокристаллических дисплеев чем-то похожи на DLP-принтеры в том смысле, что они также засвечивают сразу весь слой. Они отличаются тем, что свет проходит через жидкокристаллический экран, который маскирует определенные области, избирательно позволяя свету проходить через определенные области экрана. Следовательно, эти принтеры также называются принтерами с «замаскированным SLA» (mSLA). LCD-принтеры сравнительно дешевы, и большинство 3D-принтеров для хобби, таких как Anycubic Photon и серия Elegoo Mars, используют жидкокристаллическую технологию засветки слоя.
ВЫСОТА СЛОЯ

Высота слоя – это параметр, который указывает высоту каждого отдельного слоя в вашей детали. Меньшая высота слоя означает более детализированную 3D-печать, поскольку это обеспечит более гладкую поверхность.
Стандартная высота слоя
При печати на смоле высота слоя уже составляет от четверти до одной десятой от того, что было бы при FDM-печати. При использовании FDM стандартная высота слоя колеблется в пределах 0,2 мм, в то время как принтеры на основе смолы работают в диапазоне от 0,035 до 0,05 мм или от 35 до 50 микрон.
ВРЕМЯ ЗАСВЕТКИ СЛОЯ
3D-принтеры отверждают смолу, подвергая ее воздействию источника ультрафиолетового света. Таким образом, время выдержки – это время, в течение которого жидкая смола на дне ванны подвергается воздействию ультрафиолетового излучения. Очень важно правильно настроить этот параметр, поскольку он напрямую влияет на качество фотополимерной печати.
Если вы сохраняете низкое время выдержки, смола может отвердеть неправильно, и следующие слои могут не иметь прочной основы для спекания. Напротив, длительное время экспозиции может привести к хрупкости и появлению трещин на моделях. Получается, что весь фокус в том, чтобы найти подходящее время засветки.
Каждая смола имеет свой состав, поэтому не так просто подобрать настройки времени выдержки. Обычно производители смолы указывают время выдержки на своих бутылках со смолой, и лучше придерживаться этого времени.
НИЖНИЕ СЛОИ
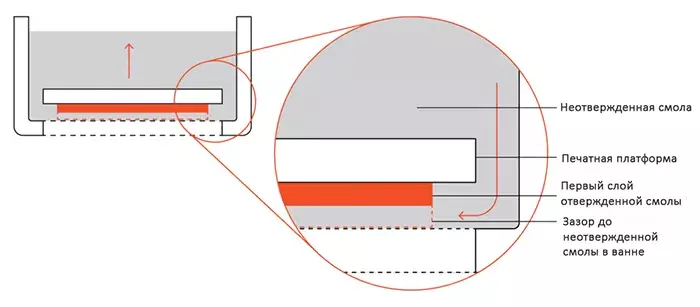
Нижние слои (первые слои) образуют основание будущей детали. Эти слои придают модели прочную основу и помогают ей прикрепиться к печатному столу. Из-за того, насколько они важны для успешной печати, некоторые параметры имеют специальные значения только для нижних слоев. Одним из таких параметров является время экспозиции нижних слоев, которое мы рассмотрим далее.
В слайсере, таком как CHITUBOX, количество нижних слоев – это количество слоев, к которым применяются эти специальные значения. Как правило, для успешной печати требуется от 5 до 10 слоев. Если вы не уверены в выборе количества слоев, то начните со значения, указанного для вашего профиля принтера, а затем вы можете уменьшить его по мере того, как будете более уверенно понимать и использовать другие настройки.
ВРЕМЯ ЭКСПОЗИЦИИ НИЖНИХ СЛОЕВ
Как упоминалось выше, время экспозиции нижнего слоя – это время экспозиции, используемое только для нижних слоев, количество которых задается с помощью параметра "количество нижних слоев".
Причина наличия специальных настроек времени экспозиции заключается в том, что успех печати в значительной степени зависит от этих первых слоев. Если нижние слои правильно засвечены, они лучше прилипнут к поверхности стола и не отсоединятся от остальной части детали. На практике это означает, что время экспозиции нижних слоев значительно превышает обычное время экспозиции, чтобы «перезасветить» нижние слои.
Как правило, время экспозиции нижнего слоя должно быть в 8-12 раз больше обычного времени экспозиции. Таким образом, если ваше обычное время экспозиции составляет около 1,5-3 секунд на слой, время экспозиции нижнего слоя должно составлять от 12 до 36 секунд на слой.
Технически установка этого значения выше увеличит общее время печати, но, учитывая, что это относится только к первым нескольким слоям, увеличение незначительно. Поэтому не рекомендуется снижать это значение или количество нижних слоев, чтобы сократить время печати. Хорошая основа стоит дополнительных нескольких минут печати.
СКОРОСТЬ ПОДЪЕМА
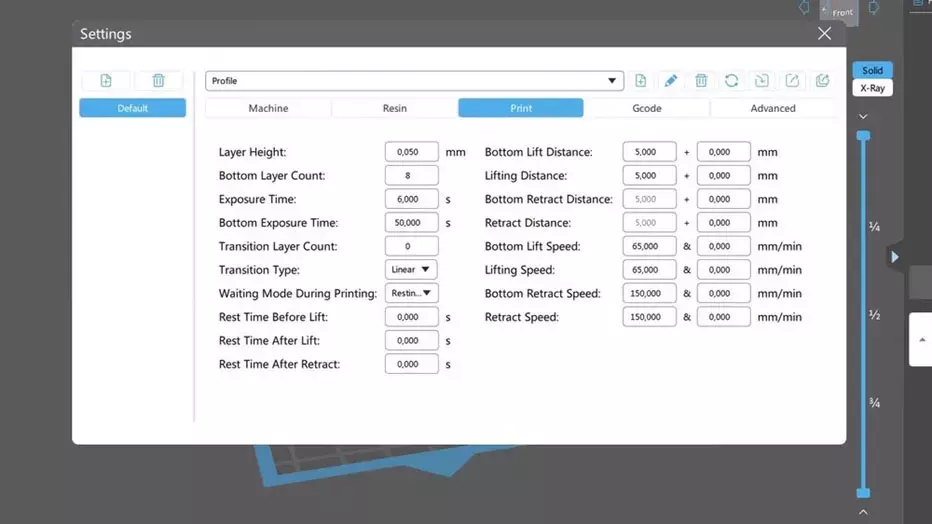
Высота подъема – это то, на какую высоту поднимается стол принтера после засветки каждого слоя. Данная функция напрямую связана со скоростью подъема и не менее важна для минимизации повреждений слабых участков модели во время ее подъема. Расстояние подъема должно быть достаточно большим, чтобы позволить необходимому количеству жидкой смолы затечь в образовавшийся зазор, но не настолько большим, чтобы это неоправданно увеличивало время печати. В CHITUBOX расстояние подъема устанавливается в соответствии с текущим профилем принтера, но это значение обычно колеблется в пределах 5 мм.
Это значение может быть уменьшено, возможно, до 4 мм, если площадь слоя невелика, потому что для заполнения зазора требуется не так много смолы. Аналогичным образом, вы можете увеличить высоту до 6 мм, если область слоя большая.
СОЗДАНИЕ ПОЛОСТЕЙ
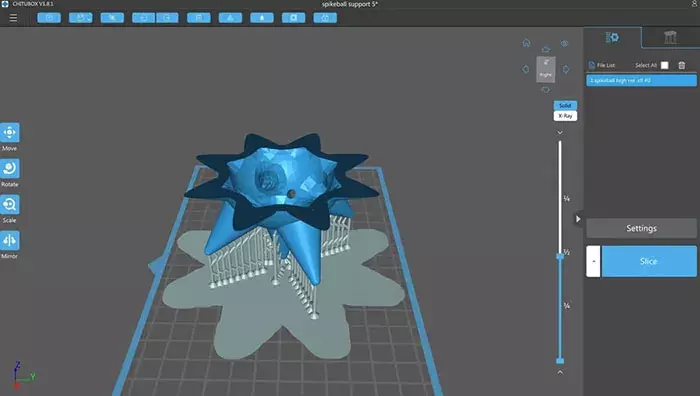
Регулировка параметров подъема помогает добиться качественной печати, но еще один отличный способ – это создание полостей в моделях. Когда отвержденная слой отделяется от FEP-пленки, создается «эффект присоски». Сила всасывания больше, когда площадь поверхности слоя больше. Помимо других преимуществ, создание полостей может уменьшить площадь поверхности слоя, тем самым уменьшая «эффект присоски».
Кроме того, смола – дорогой материал, и, если вы печатаете много моделей, вы можете израсходовать всю бутылку быстрее, чем ожидали. Создание полостей решает эту проблему довольно просто: пустая модель расходует меньше смолы.
В CHITUBOX вы можете найти опцию «Пустотелый» в верхней строке меню. Вы можете выбрать толщину стенки, а также при необходимости добавить перекрытия в образовавшейся полости. Для достижения наилучших результатов выбирайте не слишком тонкую толщину стенок. В противном случае вы можете повредить модель. Перекрытия следует выбирать только в том случае, если модель выступает в качестве функционального элемента. Для моделей и миниатюр перекрытия не требуется.
Толщина стенки 1,2-2 мм должна обеспечивать хороший баланс между прочностью, качеством печати и расходом смолы, особенно для небольших моделей. Большие модели из смолы могут быть слишком хрупкими для таких тонких стенок.
Каждый раз, когда вы создаете полости в моделях, вы также должны создавать по крайней мере одно отверстие на каждую полость. Это позволяет смоле и воздуху вытекать из модели во время печати. Полая модель без дренажного отверстия только усиливает прилипание модели к FEP-пленке во время печати.
СГЛАЖИВАНИЕ
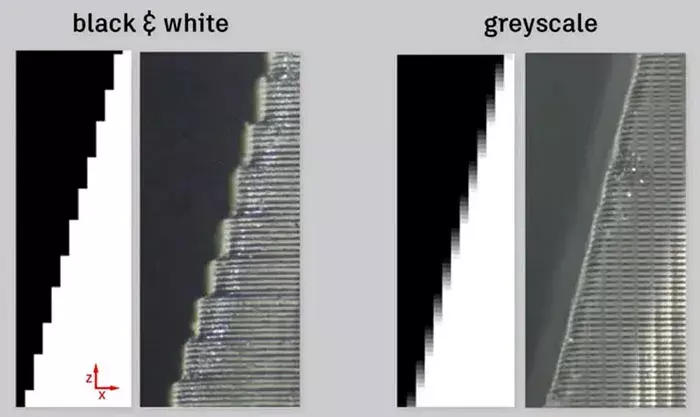
Сглаживание уменьшает «эффект лестницы», создаваемый по углам и закругленным краям модели. Оно уменьшает вертикальные артефакты и направлено на сглаживание общего вида поверхности вашей модели.
Для многих принтеров значение сглаживания CHITUBOX скрыто. Скорее всего у вас будет только возможность настроить оттенки серого и размытие пикселей слоя. Однако, вы можете найти значение сглаживания, создав пользовательский профиль принтера.
Существует три уровня сглаживания: 2, 4 и 8. Значение по умолчанию равно 4, тогда как 8 эффективно включает сглаживание, а 2 делает пиксели немного темнее. Вот тут-то и пригодятся эти другие настройки. «Уровень серого» управляет яркостью этих сглаживающих пикселей, в то время как «размытие изображения» определяет, сколько пикселей попадает внутрь или за пределы внешней границы слоя (в соответствии с исходной моделью).
Все эти параметры следует регулировать в зависимости от используемой смолы, но многие считают, что результаты получаются неоднозначными. Тем не менее, это параметр, которой вы, возможно, захотите применить, если захотите улучшить качество печати.
На данную тему есть подробная статья CHITUBOX, и она служит исчерпывающим руководством по точной настройке сглаживания.
ПОЗИЦИОНИРОВАНИЕ
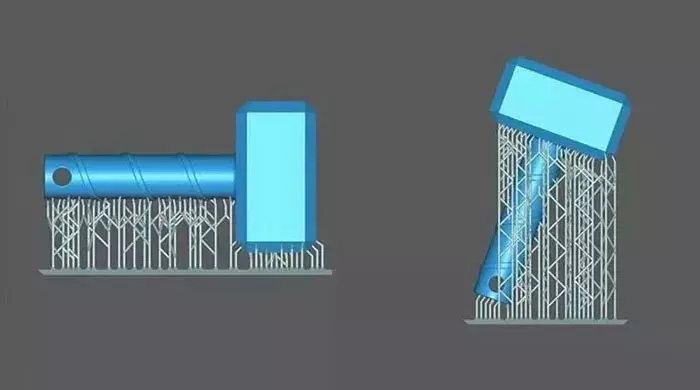
Позиционирование модели играет решающую роль в успехе или неудаче вашей печати. Деталь должна быть позиционирована таким образом, чтобы она требовала меньшего количества поддержек, не имела больших поперечных сечений и занимала меньше времени на печать.
В случае большинства видов фотополимерной печати время печати прямо пропорционально высоте объекта. Это означает, что для 3D-печати фигуры, ориентированной под углом, так что ее горизонтальная площадь увеличивается, а вертикальная высота уменьшается, потребуется меньше времени. Например, цилиндр, напечатанный под углом 45°, займет меньше времени, чем тот же цилиндр, напечатанный под углом 90°.
Просто помните, что большее поперечное сечение увеличит усилия при подъеме стола. Точно так же, если модель имеет слишком много опор, для нее потребуется больше материала и увеличатся шансы на отрыв модели со стола.
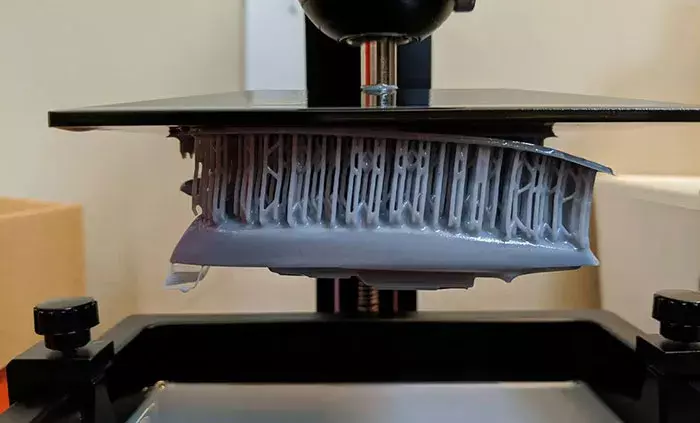
ПОДДЕРЖКИ
Поддержки при фотополимерной печати сильно отличаются от поддержек при 3D-печати FDM. Хотя функция идентична, способ их работы немного отличается. Полимерные опоры имеют цилиндрическую форму с наклонным концом и заостренным наконечником. Таким образом, вы экономите немного смолы, и слайсер генерирует их только в важных местах, а не по всей области нависания.
В CHITUBOX есть отдельный раздел для настройки поддержек. Вы можете добавлять вручную поддержки или даже автоматически создавать их для ваших моделей. Это отличный способ, если вы хотите быстро создавать поддержки и не хотите тратить слишком много времени.